- SOLUCIONES DE CORTE
- PRODUCTOS
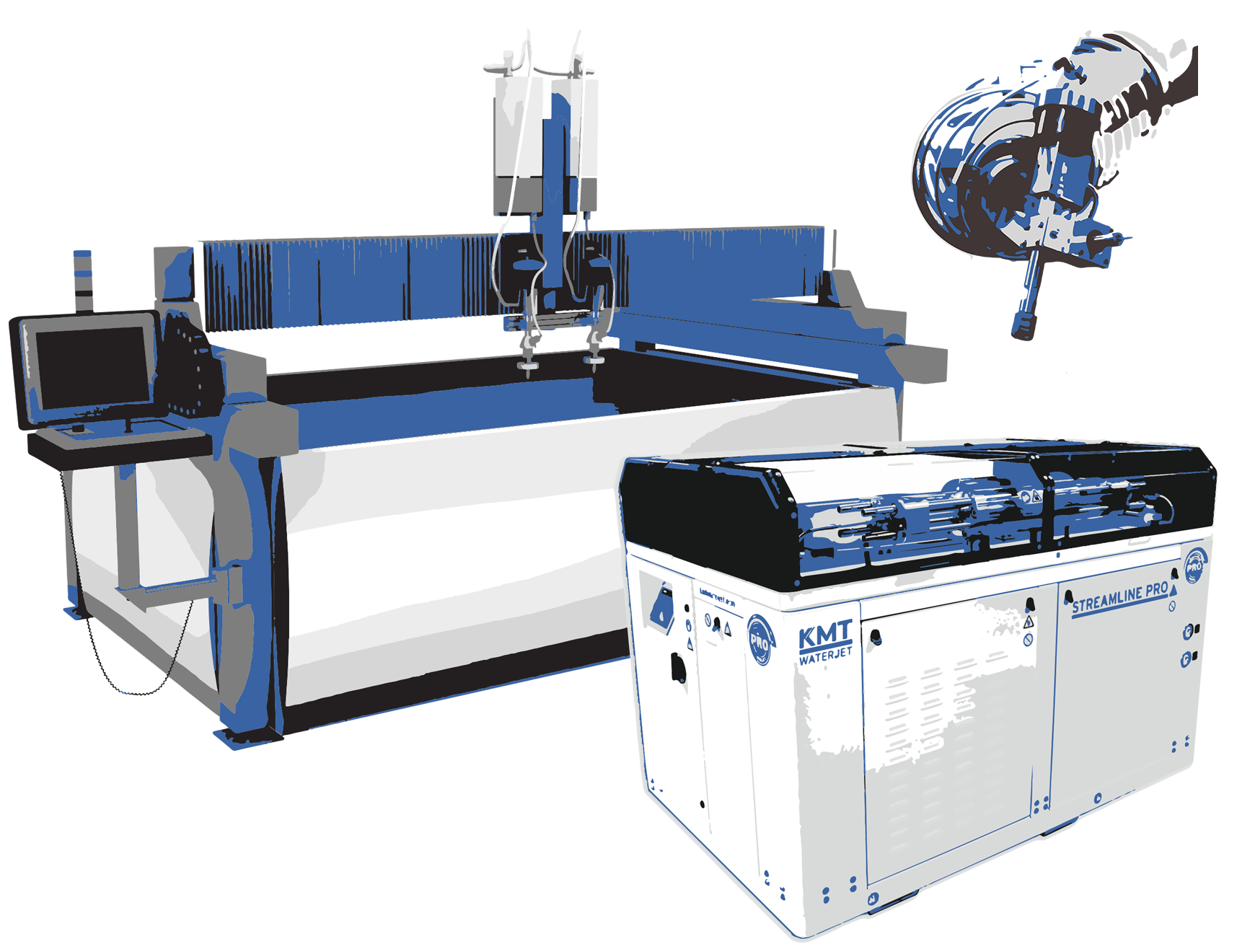











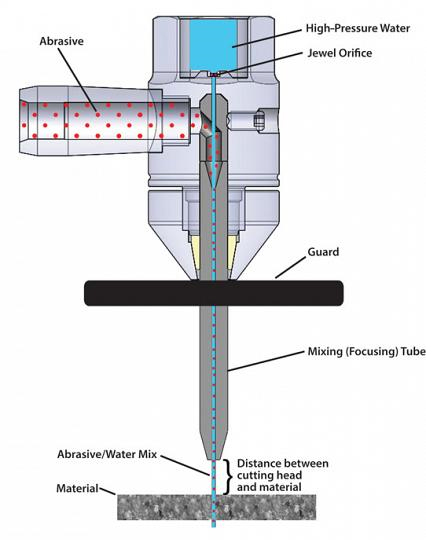
El corte por chorro de agua abrasivo funciona según el principio de utilizar agua a alta presión generada por la bomba para crear un chorro de alta velocidad a través de un orificio joya.
La joya es el punto en el que el agua a alta presión se convierte en agua a alta velocidad.
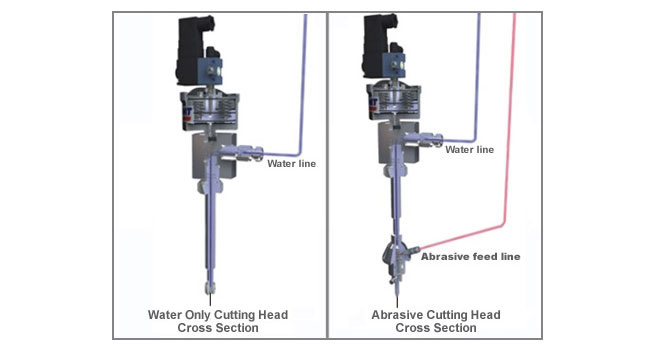
Este chorro de agua crea un vacío en una cámara de mezcla donde las partículas abrasivas son arrastradas por el chorro de alta velocidad.
Mediante la transferencia de impulso, las partículas abrasivas se aceleran a velocidades próximas a la del chorro de agua y se reenfocan en un chorro de corte cohesivo a través de un tubo de enfoque adyacente a la cámara de mezcla (ver Figura 3 en la siguiente pestaña).
Esta mezcla de agua y abrasivo que sale del tubo mezclador es el chorro de corte visible.
En los metales, las partículas abrasivas son las responsables de la capacidad de corte del chorro, que se produce por erosión.
En materiales más blandos, el agua a alta presión contribuye a la acción de corte.
¿Una mayor presión se traduce en velocidades de corte más rápidas, menor coste por pieza y, en consecuencia, mayor productividad?
Para responder a esta pregunta, primero tenemos que definir algunos términos, entre ellos la potencia disponible del chorro.
Tal como la definen los fabricantes de chorros de agua, la potencia puede representarse en la siguiente ecuación, donde K es una constante, P es la presión y A es el área de la sección transversal del orificio:
Potencia = K × P15 × A
De la ecuación se deduce claramente que, para una potencia constante, una presión mayor utiliza un tamaño de orificio menor, y un tamaño de orificio mayor sólo soportará una presión menor.
Por ejemplo, una bomba de 50 CV que funcione a 4.100 bar utilizará un tamaño de orificio máximo de 0,014 pulg.
con un caudal mayor; con la misma potencia a 6.200 bar, el tamaño máximo del orificio será de 0,010 pulg.
con un caudal reducido.
Si ambos chorros tienen la misma potencia, ¿dónde entra en juego el potencial de aumento de la velocidad de corte?
La respuesta puede encontrarse simplificando aún más la ecuación, dividiendo la potencia por el área de la sección transversal del chorro (A) para obtener la densidad de potencia (Pd).
Como antes, K es una constante y P es la presión.
Pd = K × P15
La potencia de la ecuación anterior depende de la presión y del volumen, pero la densidad de potencia sólo depende de la presión que genera la bomba y, por extensión, de la velocidad del chorro.
Recordemos la física de una operación de chorro de agua abrasivo.
Las partículas abrasivas son aceleradas por el chorro de agua a alta velocidad; cuanto mayor sea la velocidad del chorro, más rápido saldrán las partículas abrasivas del tubo mezclador y mayor será la densidad de potencia.
Esta mayor densidad de potencia del chorro de 90 KSI permite velocidades de corte más rápidas.
Dicho de otro modo, una mayor presión conduce a un chorro de agua de mayor velocidad, partículas abrasivas más rápidas y, en definitiva, un corte más rápido.
El abrasivo tiene una influencia significativa en la eficacia operativa de un chorro de agua abrasivo y una parte importante del coste operativo.
Las aplicaciones típicas utilizan granate como abrasivo, que es aluvial (suelto, como en las playas) o extraído y químicamente inerte. 
Los abrasivos se miden en tamaños de malla, una referencia a los tamaños de las cribas de procesamiento, con números de malla mayores que indican abrasivos más finos.
Por ejemplo, la malla 220 tiene partículas más finas que la malla 80.
El corte de materiales quebradizos como el vidrio puede requerir abrasivos más blandos, como el olivino, para evitar que se astillen y agrieten, por eso es importante adecuar el abrasivo a la aplicación.
Cada número de malla tiene un rango (o distribución) de tamaños de partícula, y hay que tener cuidado al elegir un tubo de enfoque para evitar la obstrucción por partículas abrasivas demasiado grandes.
Como norma general, el diámetro interior del tubo de enfoque debe ser tres veces el tamaño de la partícula abrasiva más grande de la distribución.
Un chorro de agua a una presión determinada tiene un número finito de partículas abrasivas que se le pueden añadir antes de que las partículas empiecen a estorbarse entre sí.
Demasiado abrasivo reduce la eficacia de la transferencia de momento y disminuye la velocidad de corte.
Este límite suele denominarse relación de carga máxima o velocidad máxima de avance del abrasivo.
Cuanto mayor sea el tamaño del orificio y el caudal que lo atraviesa, mayor será la velocidad de alimentación de abrasivo necesaria para alcanzar la máxima potencia de corte del chorro.
Esto también influye en el coste total por pieza.
Cuanto más abrasivo utilice el proceso, mayor será el coste por pieza.
Volviendo al ejemplo de 50 CV con el menor caudal del orificio de 0,010 pulg.
a 90 KSI, cuando el chorro está en su relación de carga máxima, el chorro tiene la máxima potencia de corte.
Para la misma potencia a una presión de 60 KSI, el chorro del orificio de 0,014 pulg.
todavía no está en su relación de carga máxima debido al mayor caudal.
A 60 KSI, el proceso requiere más abrasivo para alcanzar su pico y, por tanto, más uso total de abrasivo, lo que afecta al coste de la operación y al coste por pieza.
En resumen, una mayor presión conlleva una menor necesidad de abrasivo para alcanzar la máxima potencia de corte, lo que conlleva un menor uso de abrasivo y un menor coste por pieza.
Una parte importante de cualquier conversación sobre el corte por chorro de agua en 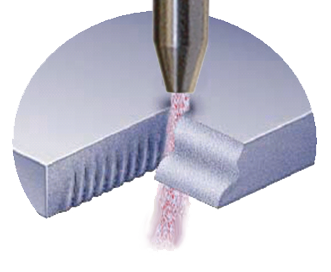 es la influencia de la anchura de la sangría.
es la influencia de la anchura de la sangría.
¿Qué es la anchura de corte?
En términos sencillos, es la anchura del material que se elimina durante el proceso de corte.
Cuanto mayor sea el orificio, más ancha será la sangría.
Especialmente al cortar material caro, el corte por chorro de agua con un corte ancho no tiene realmente ninguna ventaja.
La alta densidad de potencia, el orificio pequeño y el corte estrecho de un sistema de 90 KSI ayudan a controlar el chorro de agua abrasivo en radios y esquinas estrechos.
Se pueden hacer ajustes en los sistemas de chorro de agua de menor KSI con orificios más grandes, como reducir la relación entre el diámetro del tubo de enfoque y el diámetro del orificio a 2,0, es decir, un chorro de 0,014 pulg.
utilizaría un tubo de enfoque de 0,030 pulg.
de tubo de enfoque.
Sin embargo, esto puede reducir la vida útil del tubo de enfoque, ya que más partículas abrasivas entran en contacto con las paredes del tubo durante la función de reenfoque.