- CUTTING SOLUTIONS
- PRODUCTS

- APPLICATIONS/INDUSTRIES













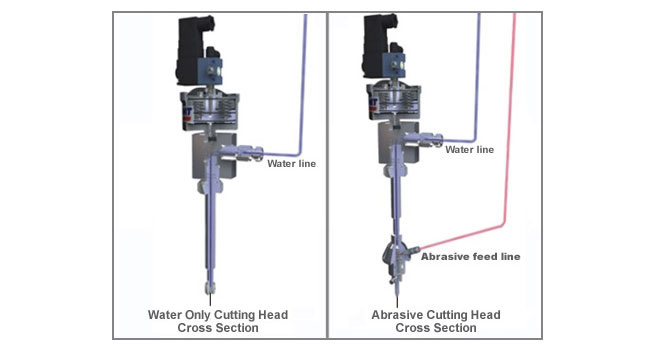
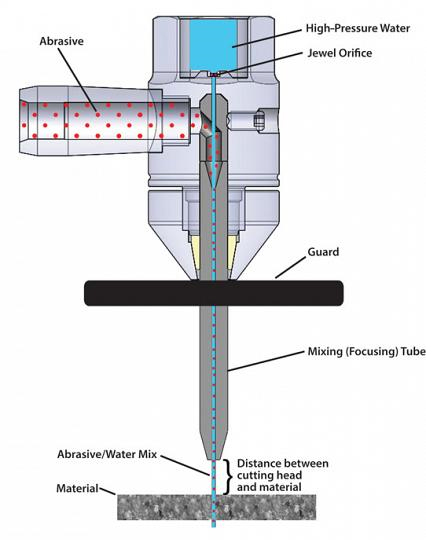
Abrasive waterjet cutting works on the principle of using high-pressure water generated by the pump to create a high-velocity stream through a jewel orifice. The jewel is the point where high-pressure water transitions to high-velocity water. This waterjet creates a vacuum in a mixing chamber where abrasive particles are entrained into the high-velocity stream. Through momentum transfer, abrasive particles accelerate to speeds close to that of the water stream and are refocused into a cohesive cutting stream through a focusing tube adjacent to the mixing chamber (see Figure 3 in next tab).
This mix of water and abrasive exiting the mixing tube is the visible cutting jet. In metals, the abrasive particles are responsible for the jet’s cutting ability, which occurs through erosion. In softer materials, high-pressure water contributes to the cutting action.
Does higher pressure translate to faster cutting speeds, lower cost per part, and consequently higher productivity? To answer this question, we first need to define some terms, including the available power of the jet. As defined by waterjet manufacturers, power can be represented in the following equation, where K is a constant, P is pressure, and A is the cross-sectional area of the orifice:
Power = K × P15 × A
From the equation it is clear that for a constant power, a higher pressure uses a smaller orifice size, and a larger orifice size will only support a lower pressure. For example, a 50-HP pump running at 60,000 PSI will run a maximum orifice size of 0.014 in. with a greater flow rate; using the same horsepower at 90,000 PSI will run a maximum orifice size of 0.010 in. with a reduced flow rate.
If both jets have the same power, where does the increased cutting speed potential factor in? The answer can be found by simplifying the equation further, dividing power by the cross-sectional area of the jet (A) to give us the power density (Pd). As before, K is a constant and P is pressure.
Pd = K × P15
Power from the earlier equation is dependent on pressure and volume, but power density is dependent only on the pressure the pump is generating and, by extension, the jet velocity.
Recall the physics of an abrasive waterjet operation. The abrasive particles are accelerated by the high-velocity water stream; the higher the jet velocity, the faster the abrasive particles exit the mixing tube, and the greater the power density.
This increased power density of the 90-KSI jet enables faster cutting speeds. Put another way, a higher pressure leads to a higher-velocity water stream, faster abrasive particles, and, ultimately, faster cutting.
Abrasive has significant influence on the operational efficiency of an abrasive waterjet and a major part of the operational cost. Typical applications use garnet as abrasive, which is alluvial (loose, as on beaches) or mined and chemically inert. 
Abrasives are measured in mesh sizes, a reference to the processing screen sizes, with larger mesh numbers indicating finer abrasives. For example, 220 mesh has finer particles than 80 mesh. Cutting brittle materials like glass might require softer abrasives like olivine to prevent chipping and cracking, which is why it is important to match the abrasive to the application.
Every mesh number has a range (or distribution) of particle sizes, and care has to be taken in choosing a focusing tube to prevent clogging from oversized abrasive particles. As a general rule, the focusing tube inner diameter should be three times the size of the largest abrasive particle in the distribution.
A waterjet stream at a given pressure has a finite number of abrasive particles that can be added to it before the particles start getting in each other’s way. Too much abrasive reduces the momentum transfer efficiency and slows the cutting speed. This limit is commonly referred to as the peak loading ratio or maximum abrasive feed rate. The larger the orifice size and flow through the orifice, the greater the abrasive feed rate required to reach the maximum cutting power of the jet. This also factors into the overall cost per part. The more abrasive the process uses, the higher the cost per part.
Going back to the 50-HP example with the lower flow rate of the 0.010-in. orifice at 90 KSI, when the jet is at its peak loading ratio, the jet has maximum cutting power. For the same horsepower at 60-KSI pressure, the jet from the 0.014-in. orifice is still not at its peak loading ratio because of the higher flow rate. At 60 KSI, the process requires additional abrasive to reach its peak and, hence, more total abrasive usage, which affects the cost of the operation and the cost per part.
In summary, higher pressure leads to less abrasive required to reach maximum cutting power, which leads to less abrasive use and a lower cost per part.
An important part of any 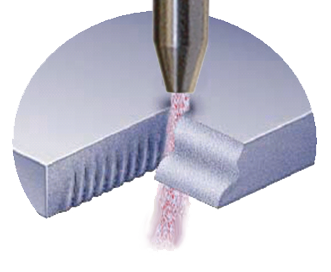 waterjet cutting conversation is the influence of kerf width. What is kerf width? In simple terms, it is the width of the material that is being removed during the cutting process. The larger the orifice, the wider the kerf.
waterjet cutting conversation is the influence of kerf width. What is kerf width? In simple terms, it is the width of the material that is being removed during the cutting process. The larger the orifice, the wider the kerf.
Especially when cutting expensive material, waterjet cutting a wide kerf really does not have any advantages. The high power density, small orifice, and narrow kerf of a 90-KSI system help control the abrasive waterjet around tight radii and corners. Adjustments can be made to lower-KSI waterjet systems with larger orifices, like reducing the ratio of focusing tube diameter to orifice diameter closer to 2.0—that is, a 0.014-in. jet would use a 0.030-in. focusing tube. This can, however, reduce the life of the focusing tube, since more abrasive particles come in contact with the tube walls during the refocusing function.