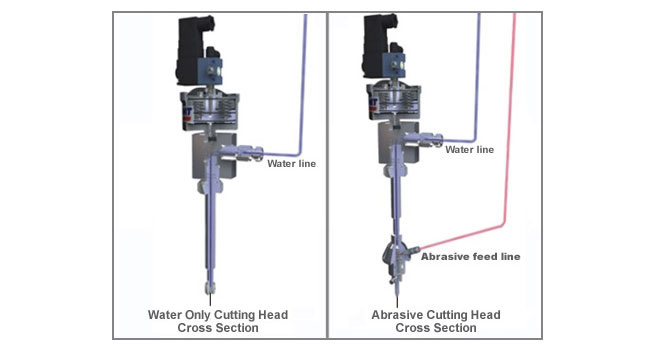














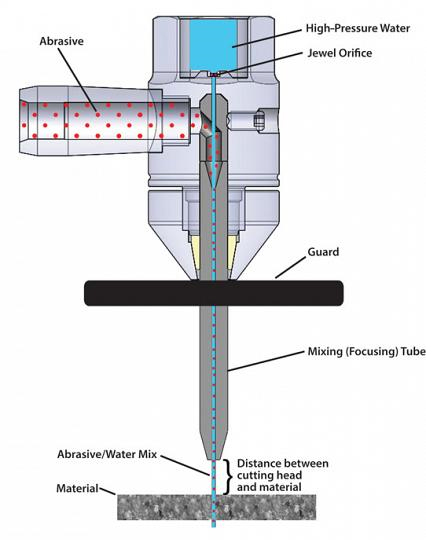
Das Abrasiv-Wasserstrahlschneiden funktioniert nach dem Prinzip, dass das von der Pumpe erzeugte Hochdruckwasser einen Hochgeschwindigkeitsstrom durch eine Juwelenöffnung erzeugt.
Das Juwel ist der Punkt, an dem das Hochdruckwasser in Hochgeschwindigkeitswasser übergeht.
Dieser Wasserstrahl erzeugt ein Vakuum in einer Mischkammer, in der die Schleifpartikel in den Hochgeschwindigkeitsstrahl gelangen.
Durch Impulsübertragung werden die Abrasivpartikel auf eine Geschwindigkeit beschleunigt, die der des Wasserstrahls nahe kommt, und durch ein Fokussierrohr neben der Mischkammer zu einem kohäsiven Schneidstrahl refokussiert (siehe Abbildung 3 auf der nächsten Registerkarte).
Diese Mischung aus Wasser und Abrasivmittel, die aus dem Mischrohr austritt, ist der sichtbare Schneidstrahl.
Bei Metallen sind die Abrasivpartikel für die Schneidfähigkeit des Strahls verantwortlich, die durch Erosion entsteht.
Bei weicheren Materialien trägt das Hochdruckwasser zur Schneidwirkung bei.
Führt ein höherer Druck zu schnelleren Schnittgeschwindigkeiten, niedrigeren Kosten pro Teil und folglich zu einer höheren Produktivität?
Um diese Frage zu beantworten, müssen wir zunächst einige Begriffe definieren, darunter die verfügbare Leistung des Strahls.
Wie von den Wasserstrahlherstellern definiert, kann die Leistung in der folgenden Gleichung dargestellt werden, wobei K eine Konstante, P der Druck und A die Querschnittsfläche der Düse ist:
Leistung = K × P15 × A
Aus der Gleichung geht hervor, dass bei einer konstanten Leistung ein höherer Druck eine kleinere Blendengröße erfordert und eine größere Blendengröße nur einen niedrigeren Druck unterstützt.
Eine 50-PS-Pumpe, die bei 4.100 bar läuft, benötigt beispielsweise eine maximale Blendengröße von 0,014 Zoll.
mit einer größeren Durchflussmenge; bei der gleichen Leistung und einem Druck von 6.200 bar wird eine maximale Düsengröße von 0,010 in.
mit einer geringeren Durchflussrate.
Wenn beide Düsen die gleiche Leistung haben, wo kommt dann das erhöhte Schnittgeschwindigkeitspotenzial ins Spiel?
Die Antwort finden Sie, wenn Sie die Gleichung weiter vereinfachen und die Leistung durch die Querschnittsfläche des Strahls (A) teilen, um die Leistungsdichte (Pd) zu erhalten.
Wie zuvor ist K eine Konstante und P ist der Druck.
Pd = K × P15
Die Leistung aus der früheren Gleichung hängt von Druck und Volumen ab, aber die Leistungsdichte hängt nur von dem Druck ab, den die Pumpe erzeugt, und damit auch von der Strahlgeschwindigkeit.
Erinnern Sie sich an die Physik eines Abrasiv-Wasserstrahlverfahrens.
Die Abrasivpartikel werden durch den Hochgeschwindigkeits-Wasserstrahl beschleunigt. Je höher die Strahlgeschwindigkeit, desto schneller verlassen die Abrasivpartikel das Mischrohr und desto größer ist die Leistungsdichte.
Diese höhere Leistungsdichte des 90-KSI-Strahls ermöglicht schnellere Schnittgeschwindigkeiten.
Anders ausgedrückt: Ein höherer Druck führt zu einem schnelleren Wasserstrahl, schnelleren Abrasivpartikeln und letztlich zu einem schnelleren Schnitt.
Das Abrasivmittel hat einen erheblichen Einfluss auf die Betriebseffizienz eines Abrasivwasserstrahls und macht einen Großteil der Betriebskosten aus.
Typische Anwendungen verwenden Granat als Abrasivmittel, das alluvial (lose, wie an Stränden) oder abgebaut und chemisch inert ist. 
Schleifmittel werden in Maschenweiten gemessen, eine Referenz zu den Verarbeitungssiebgrößen, wobei größere Maschenzahlen feinere Schleifmittel anzeigen.
Zum Beispiel hat 220 Mesh feinere Partikel als 80 Mesh.
Für das Schneiden von spröden Materialien wie Glas sind unter Umständen weichere Schleifmittel wie Olivin erforderlich, um Abplatzungen und Risse zu vermeiden. Deshalb ist es wichtig, das Schleifmittel auf die Anwendung abzustimmen.
Jede Maschenzahl hat einen Bereich (oder eine Verteilung) von Partikelgrößen, und bei der Auswahl eines Fokussierrohrs muss darauf geachtet werden, dass es nicht durch zu große Schleifpartikel verstopft wird.
Als allgemeine Regel gilt, dass der Innendurchmesser des Fokussierrohrs dreimal so groß sein sollte wie die Größe des größten Schleifpartikels in der Verteilung.
Einem Wasserstrahl mit einem bestimmten Druck kann nur eine begrenzte Anzahl von Abrasivpartikeln hinzugefügt werden, bevor die Partikel einander in die Quere kommen.
Zu viel Abrasivmittel verringert die Effizienz der Impulsübertragung und verlangsamt die Schneidgeschwindigkeit.
Diese Grenze wird üblicherweise als Spitzenbelastungsgrad oder maximale Abrasivmittelzufuhr bezeichnet.
Je größer die Düsenöffnung und der Durchfluss durch die Düsenöffnung sind, desto höher ist die Abrasivmittelzufuhr, die erforderlich ist, um die maximale Schneidleistung des Strahls zu erreichen.
Dies wirkt sich auch auf die Gesamtkosten pro Teil aus.
Je mehr Abrasivmittel das Verfahren verbraucht, desto höher sind die Kosten pro Teil.
Um auf das 50-PS-Beispiel mit der niedrigeren Durchflussrate der 0,010-Zoll-Düse bei 90 KSI zurückzukommen.
Düse bei 90 KSI: Wenn der Strahl sein maximales Beladungsverhältnis erreicht, hat der Strahl eine maximale Schneidleistung.
Bei der gleichen Leistung und einem Druck von 60 KSI erreicht der Strahl der 0,014-Zoll-Düse noch nicht seine maximale Leistung.
Düse aufgrund der höheren Durchflussrate immer noch nicht sein maximales Beladungsverhältnis.
Bei 60 KSI benötigt der Prozess zusätzliches Abrasivmittel, um seinen Spitzenwert zu erreichen, und damit einen höheren Gesamtverbrauch an Abrasivmittel, was sich auf die Kosten des Betriebs und die Kosten pro Teil auswirkt.
Zusammenfassend lässt sich sagen, dass ein höherer Druck dazu führt, dass weniger Abrasivmittel benötigt wird, um die maximale Schneidleistung zu erreichen, was zu einem geringeren Abrasivmittelverbrauch und niedrigeren Kosten pro Teil führt.
Ein wichtiger Teil eines jeden 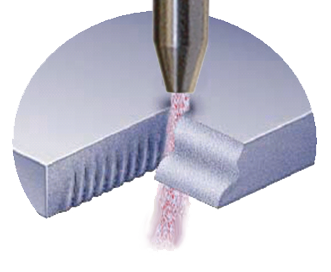 Wasserstrahlschneidens ist der Einfluss der Schnittfugenbreite.
Wasserstrahlschneidens ist der Einfluss der Schnittfugenbreite.
Was ist die Schnittfugenbreite?
Einfach ausgedrückt, handelt es sich um die Breite des Materials, das beim Schneiden entfernt wird.
Je größer die Öffnung, desto breiter der Schnittspalt.
Vor allem beim Schneiden von teurem Material hat das Wasserstrahlschneiden mit einer breiten Schnittfuge eigentlich keine Vorteile.
Die hohe Leistungsdichte, die kleine Öffnung und der schmale Schnittspalt eines 90-KSI-Systems helfen dabei, den Abrasivwasserstrahl um enge Radien und Ecken zu steuern.
Bei Wasserstrahlsystemen mit niedrigerem KSI und größeren Düsenöffnungen können Anpassungen vorgenommen werden, z.B. indem das Verhältnis zwischen dem Durchmesser des Fokussierrohrs und dem Durchmesser der Düsenöffnung auf 2,0 reduziert wird, d.h. ein 0,014-in.
Strahl würde ein 0.030-in.
Fokussierrohr verwenden.
Dies kann jedoch die Lebensdauer des Fokussierrohrs verkürzen, da bei der Refokussierung mehr abrasive Partikel mit den Rohrwänden in Kontakt kommen.