













Nova tecnologia simplifica a fabricação de motores a jato
Na fabricação de turbinas de motores a jato, a eletroerosão a fio é usada com frequência, pois a tecnologia oferece cortes estreitos para formas precisas e complexas.
O outro lado da moeda é que a eletroerosão a fio é um processo de fabricação que consome muito tempo, tanto de configuração quanto de processamento. É também um processo de fabricação térmico que influencia as propriedades do material. Agora isso pode ser resolvido com o uso da nova e inovadora tecnologia de corte a jato de água.
A fabricação de turbinas para motores a jato é um processo demorado que exige extrema precisão. Como a eletroerosão a fio é reconhecida como uma tecnologia de usinagem bastante lenta, um fornecedor internacional de motores a jato explorou a possibilidade de reduzir o tempo de fabricação de peças fixas de turbinas substituindo a eletroerosão a fio por outras tecnologias de processamento. O desafio era encontrar uma tecnologia que pudesse atender aos requisitos rigorosos.
A tecnologia de corte térmico, como o laser e o laser de fibra, foi testada, mas o impacto do calor sobre o material era muito grande, de modo que o corte a laser teve de ser rejeitado. A próxima etapa foi investigar a tecnologia de jato de água como uma opção. Os contornos em forma de gota da turbina a jato exigiam usinagem em cinco eixos e, ao mesmo tempo, um corte muito estreito para lidar com pequenos contornos, cantos afiados e pequenas tolerâncias, com uma superfície de corte fina.
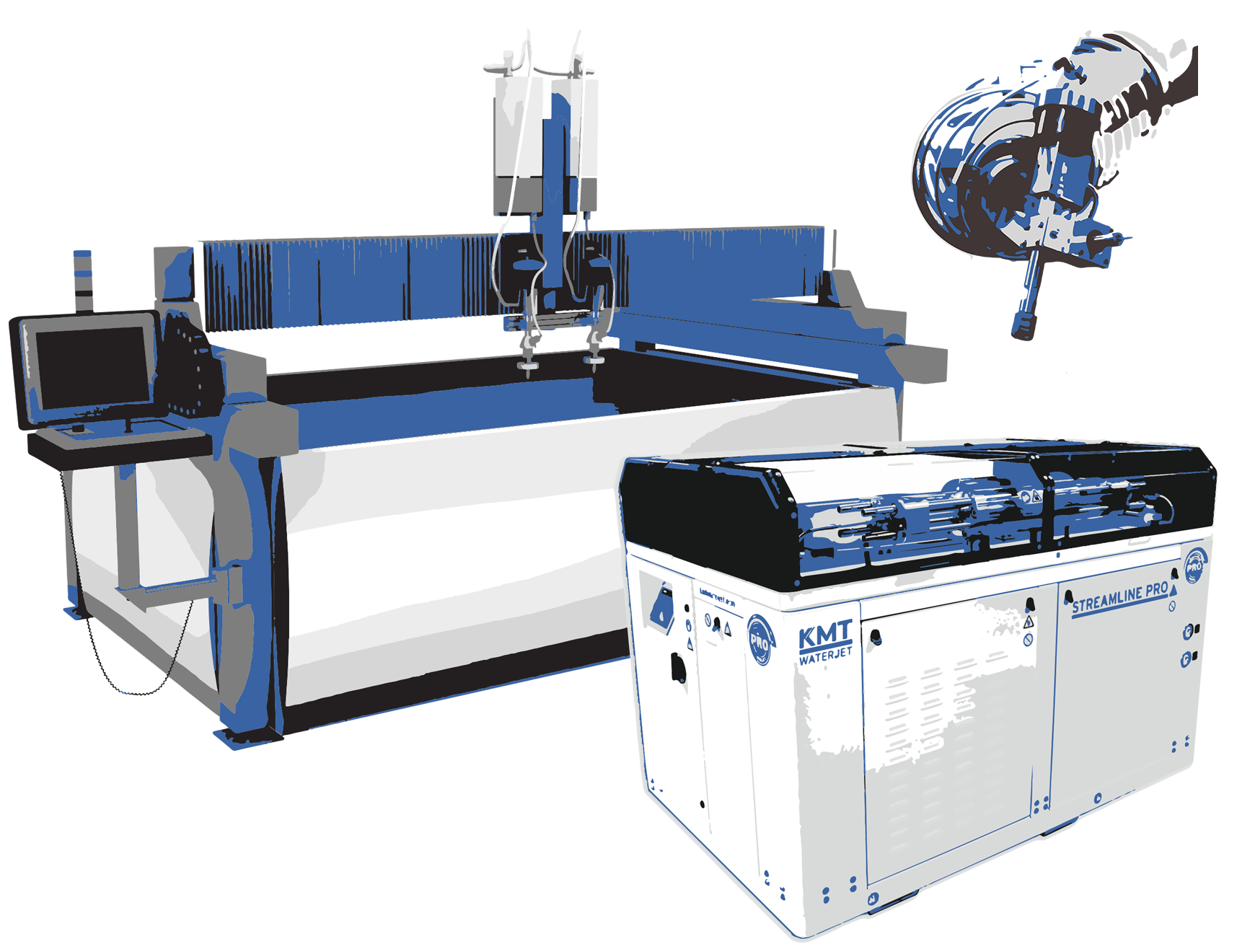
O corte a jato de água tradicional era difícil de aplicar, mas quando você descobriu o novo FiveX Ultra da Water Jet Sweden, surgiu uma oportunidade. A FiveX Ultra é uma máquina de corte totalmente 3D (corte de 0-120˚) projetada para gerenciar tarefas de corte de alta precisão. Como a FiveX Ultra pode ser equipada com uma microferramenta de corte da FAWJ, ela também gerencia cortes extremamente finos de até 300 mm, para formas precisas e complexas.
Depois de visitar o Water Jet Sweden Demo Center, em Ronneby, na Suécia, começou o desenvolvimento de uma nova rotina de fabricação para turbinas de motores a jato.
O corte a jato de água é um processo de corte a frio, portanto, as zonas afetadas pelo calor são evitadas e a superfície de corte é lisa como cetim. Com o feixe de corte estreito da microferramenta de corte, foi possível cortar cantos suficientemente afiados, mas foi necessário fazer ajustes no feixe de corte ligeiramente cônico, que é uma característica do corte por jato de água. A função TVL (controle de ângulo cônico, velocidade variável e compensação de atraso) foi ajustada para finalmente obter um perfil de corte aprovado.
O fato de não ser possível fazer medições diretas das peças foi um desafio no processo de trabalho. Em vez disso, são usados intérpretes para verificar a precisão do contorno. Em pequenas etapas, o processo foi gradualmente otimizado para finalmente obter o perfil correto e preciso.
“Desenvolvemos um processo para otimizar os parâmetros de corte para a produção de turbinas, usando uma combinação exclusiva de nossa nova máquina de corte a jato de água 3D e nossa microferramenta de corte FAWJ”, diz Tony Ryd, cofundador e CTO da Water Jet Sweden.
Houve economia de tempo em várias etapas do processo de fabricação. Não foi apenas o tempo de corte que melhorou. Tempo de configuração
A calibração automática de equipamentos pode ser reduzida ao mínimo, com acessórios em vez de fiação demorada, e uma nova ferramenta de calibração automática reduziu significativamente o tempo entre o carregamento e o início da produção.
“Os fabricantes de turbinas de todo o mundo que desejam economizar tempo e dinheiro podem entrar em contato conosco. Temos uma solução exclusiva combinada com uma vasta experiência em usinagem eficiente com jato de água para uso industrial”, conclui Toy Ryd.