- CUTTING SOLUTIONS
- PRODUCTS

- APPLICATIONS/INDUSTRIES









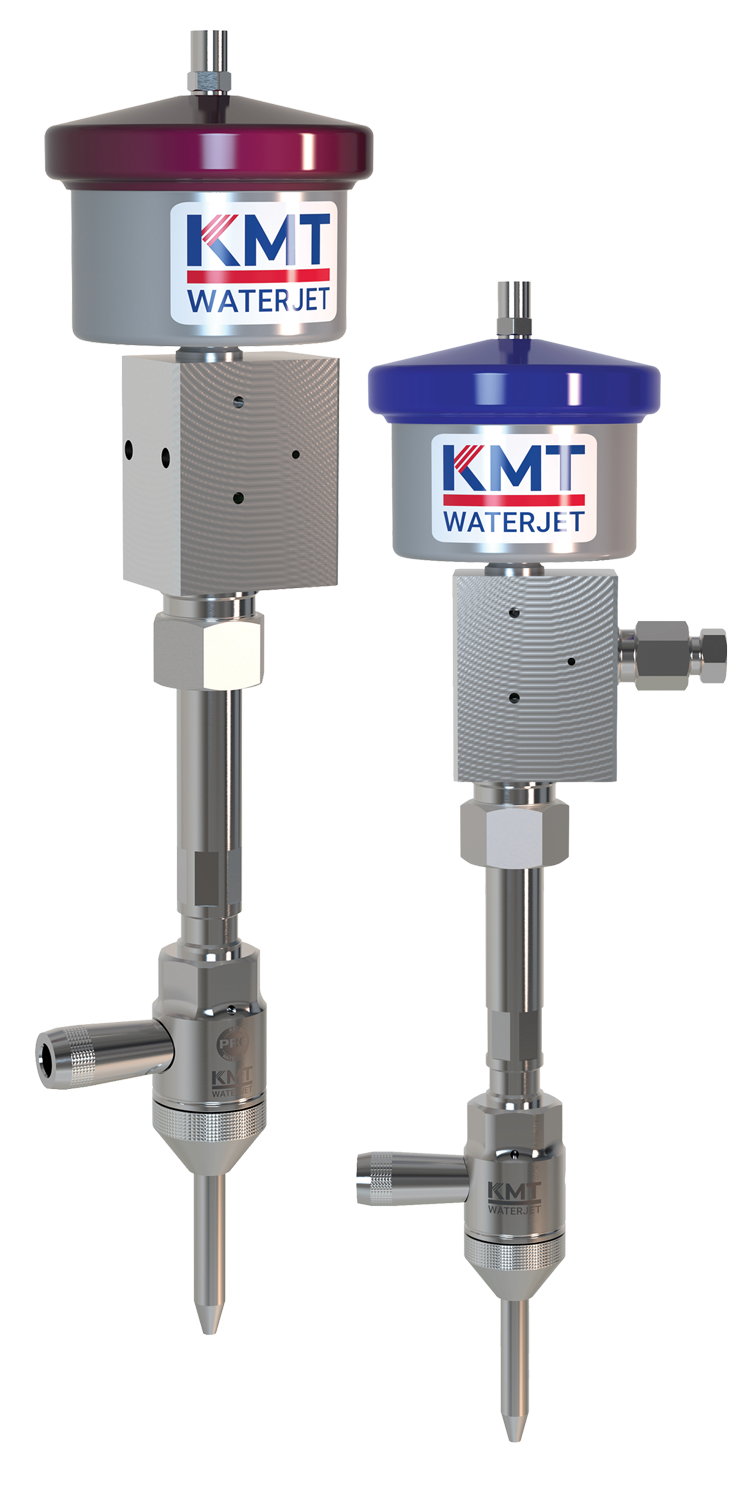
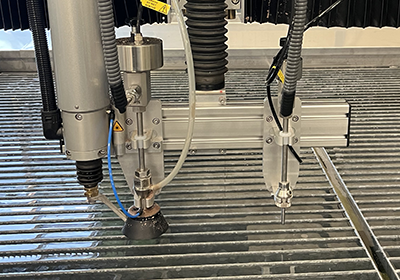
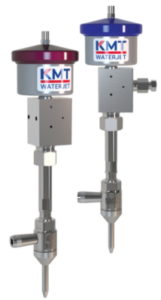
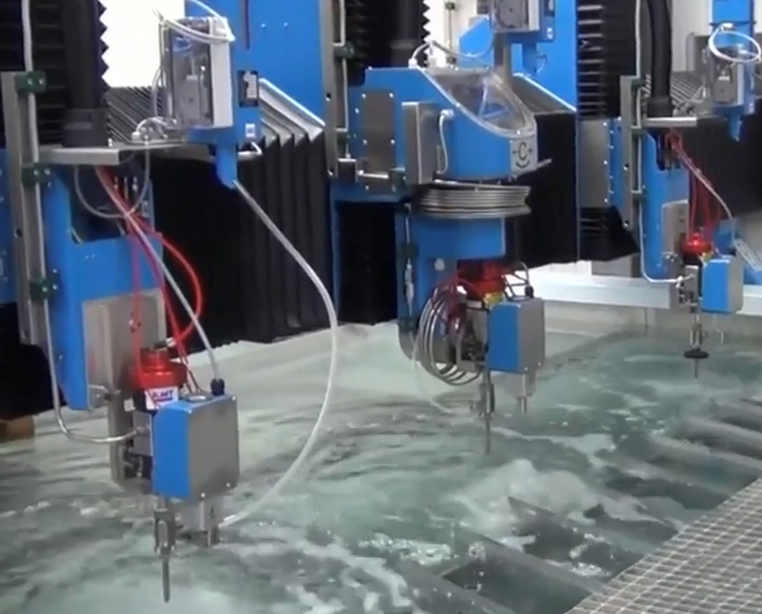
The KMT Waterjet IDE® (Integrated Diamond Eductor) Assembly Diamond Abrasive Cutting Nozzle, rated for pressures up to 4.100 bar and 6.200 bar, represents a breakthrough in simplicity and peak performance.
IDE® diamond orifice assembly outperforms sapphires or rubies by 10-20 times.
Guaranteed for 500 hours* (*When used with the Short Stop Filter).
Fewest possible parts ensure simple and reliable performance.
Only focusing tubes and head body need replacement.
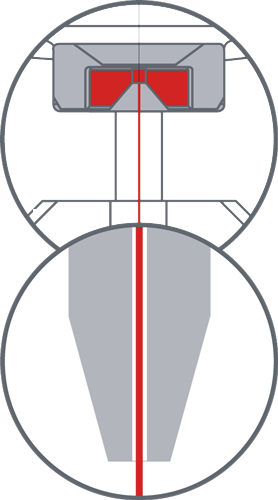
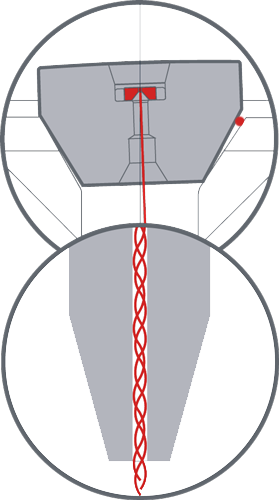
Each IDE® Waterjet nozzle features a permanently mounted diamond and mixing chamber.
Includes removable abrasive inlet, focusing tube retaining nut, retaining ring, and high-pressure filter element.
Diamond orifice is imbedded, eliminating misalignment, over-torquing, and stack up errors.
IDE® cutting head has demonstrated 1,000+ cutting hours in job shops.
Reduce operating costs with extended focusing tube life.
The KMT 90,000 psi | 6.200 bar, Integral Diamond Eductor PRO, which has achieved successful cutting performance at 100,000 psi/6.900 bar, consistently demonstrates superior performance reduced operating cost.
The IDE® PRO features the same one-piece construction as the IDE® 4.100 bar, and maintains the same precision cutting at a higher pressure.
- Up to 50% more productivity-no maintenance down time
- 10 to 20 times greater mean time between failure
- Superior edge quality