KMT 水刀 OEM 合作夥伴機器由 KMT 幫浦提供動力,壓力範圍為 90,000 psi 至 55,000 psi,可在 100 多個國家/地區安裝。
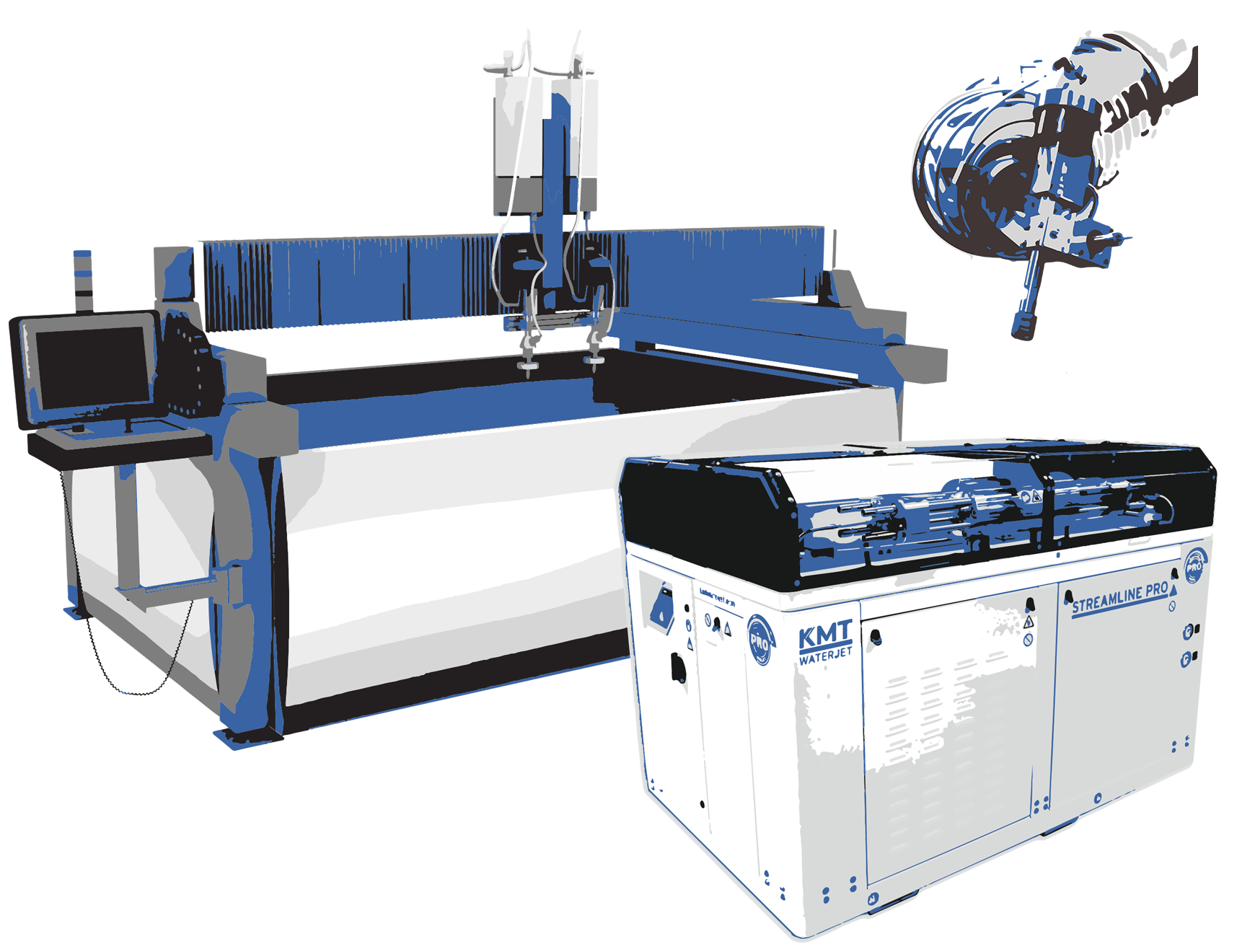
KMT Streamline PRO® 620 MPa 水刀泵將透過縮短切割時間並減少高達 50% 的磨料用量來顯著提高產量,從而實現最低的每個零件成本! PRO 幫浦提供三種馬力,適用於各種切割應用:125、60 和 50 HP
KMT 水刀系統 ADS 系列水刀機磨料斗可在切割過程中輕鬆重新填充—無需停止切割!這些料斗有 2 種尺寸可供選擇:500 磅和 2,000 磅。
KMT Waterjet SL-VI 泵浦具有數十年經過驗證的性能,被認為是行業主力! SL-VI 系列幫浦有:15、30、50、100 和 200 HP
我們的 500 V 料斗在整個切割過程中密切精確地監控足夠磨料的可用性,並將其氣動傳輸到機載計量裝置。
全新 STREAMLINE® CLASSIC 系列採用長衝程技術,旨在實現易用性、可靠性和最大正常運行時間…經典 KMT 與現代技術的結合!
優化客製化應用的磨料消耗。 FEEDLINE V 透過中央 CNC 控制器或電位計進行控制,為切割噴嘴提供最佳化的磨料流量,從而節省材料和成本。
TRILINE® 幫浦具有優異的擁有成本價值,可作為獨立裝置滿足日常切割需求。
Feedline 精密磨料計量系統是一種經濟可靠的選擇,可將磨料精確輸送到切割噴嘴。
切勿再次關閉生產來清理儲罐。全新 ATS 2200 或 4400 是改善水刀操作的完美方式。
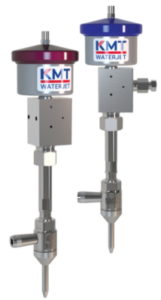
KMT Waterjet IDE®(整合式鑽石噴射器)一體式組裝切割頭的額定壓力高達 60,000 psi 和 90,000 psi,是水刀噴嘴在簡單性和峰值性能方面的突破。
KMT AUTOLINE® 60,000 psi 和 PRO 90,000 psi 切割頭的自對準組件可提供真正、完美的對準,以延長聚焦管和混合室的使用壽命。
在極端壓力下的表現得到驗證!我們的 AQUALINE® 純水氣動閥因其在極端工作條件下最快、最可靠的純水切割頭之一而贏得了全行業的聲譽。
比較 620 MPa 與 410 MPa 切割,看看您完成工作的速度有多快,並且每個零件的成本更低! KMT 水刀切割計算器 2.0 應用程式包含 25 種材料,提供更廣泛的基材厚度、馬力、孔尺寸和磨料速率。
KMT Waterjet NEO 泵浦融合了 50 多年的經驗,提供了無與倫比的水刀切割技術成就。
由于其灵活性和可靠性、无热影响区、无二次加工,水刀技术既适用于大型套料生产,也适用于小批量生产和复杂的专业应用。每天都有创新型企业发现水刀切割的新应用,扩大生产能力,提高效率和利润。
激光切割需要专业技术,对材料和厚度有限制,需要二次操作,成本是水刀的两倍,而且会释放有害烟雾–热切割方法会使材料熔化,从而释放气体和危险烟雾。这些都是在采用激光切割之前需要考虑的问题。
两种技术都能实现高精度,但只有水刀切割是无限制的。了解真正的区别。
✅在精度、多功能性和材料完整性最重要的时候,KMT 水刀是您的不二之选。
Welcome to KMT Waterjet. To continue, please select a language from the options below.
N&S Americas
EMEA
Spain
México
France
Quebec
Germany
Italy
Poland
Brazil
Chinese Simplified
HELP CENTER
Contact form
KMT Waterjet has global offices to assist you in your region. Contact us using the following form, and the message will be forwarded to the local office which can provide the best support.
帮助中心
联系表格
KMT Waterjet 在全球设有办事处,可在您所在的地区为您提供帮助。请使用以下表格联系我们,我们将把信息转发给能提供最佳支持的当地办事处。
我们和选定的第三方出于技术目的使用 cookie 或类似技术,并在征得您同意的情况下用于其他目的。 您可以通过使用 "接受 "按钮、关闭本通知、滚动本页面、与本通知以外的任何链接或按钮互动或以其他方式继续浏览,来同意使用此类技术。