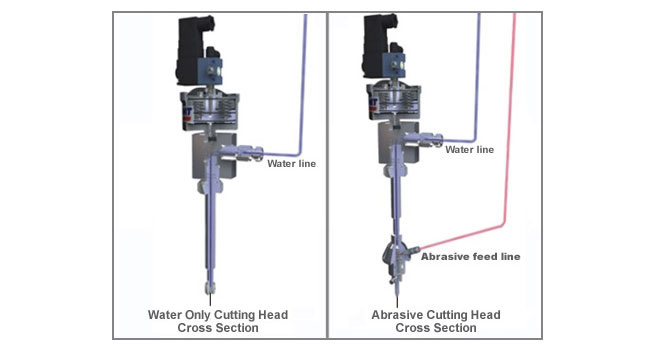














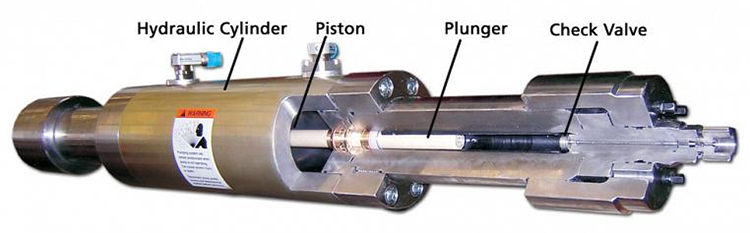
加砂水刀切割的工作原理是利用泵产生的高压水通过宝石孔形成高速水流。
宝石是高压水过渡到高速水的点。
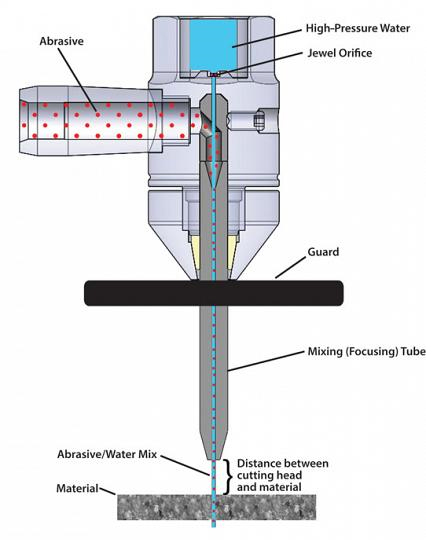
水射流在混合室中形成真空,磨料颗粒被夹带到高速水流中。
通过动量传递,磨料颗粒加速到接近水流的速度,并通过混合室附近的聚焦管重新聚焦成凝聚的切割流(见下页图 3)。
从混合管流出的水和磨料的混合物就是可见的切割射流。
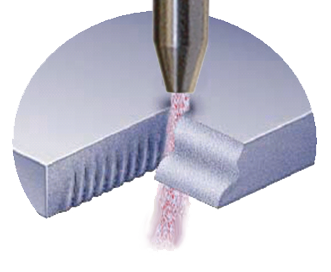
在金属中,磨料颗粒通过侵蚀作用产生切割能力。
对于较软的材料,高压水则起到切割作用。
更高的压力是否意味着更快的切割速度、更低的单个零件成本以及更高的生产率?
要回答这个问题,我们首先需要定义一些术语,包括水刀的可用功率。
根据水刀制造商的定义,功率可用下式表示,其中 K 是常数,P 是压力,A 是孔口的横截面积:
功率 = K ×P15× A
从等式中可以清楚地看出,在功率恒定的情况下,压力越高,孔径越小,而孔径越大,则只能支持较低的压力。
例如,50 马力的泵在 60,000 PSI 压力下运行时,最大孔径为 0.014 in.
相同马力的泵在 90,000 PSI 压力下运行时,最大孔径为 0.010 英寸,流量较小。
流量较小。
如果两个喷射器的功率相同,那么增加的切割速度潜能在哪里?
答案可以通过进一步简化方程来找到,即用功率除以射流的横截面积 (A),得出功率密度(Pd)。
如前所述,K 是常数,P 是压力。
Pd = K ×P15
前面公式中的功率取决于压力和体积,但功率密度只取决于泵产生的压力,进而取决于射流速度。
回顾一下加砂水刀运行的物理原理。
加砂颗粒被高速水流加速;射流速度越高,加砂颗粒离开混合管的速度越快,功率密度越大。
90-KSI 射流功率密度的增加使切割速度更快。
换句话说,压力越高,水流速度越快,磨料颗粒的速度越快,最终切割速度也就越快。
砂料对加砂水刀的运行效率有重大影响,也是运行成本的主要部分。
典型的应用是使用石榴石作为磨料,石榴石是冲积层(松散的,如海滩上)或矿石,具有化学惰性。 
磨料是以目数来衡量的,目数是指加工筛网的尺寸,目数越大表示磨料越细。
例如,220 目的颗粒比 80 目的颗粒更细。
切割玻璃等脆性材料可能需要橄榄石等较软的磨料,以防止崩裂和开裂,这就是磨料与应用相匹配的重要性。
每个目数的颗粒大小都有一个范围(或分布),因此在选择聚焦管时必须小心谨慎,以防过大的磨料颗粒堵塞。
一般来说,聚焦管的内径应是分布中最大磨料颗粒大小的三倍。
在给定压力下,水射流中可加入的磨料颗粒数量是有限的,否则颗粒之间就会互相影响。
过多的磨料会降低动量传递效率,减慢切割速度。
这个极限通常被称为峰值装载率或 最大磨料进给率。
喷嘴尺寸越大,通过喷嘴的流量越大,达到最大切割功率所需的磨料进给率就越大。
这也是影响每个零件总成本的因素。
工艺使用的磨料越多,每个零件的成本就越高。
回到 50 马力的例子,在 90 KSI 下,0.010 英寸孔的流速较低。
在 90 KSI 压力下,当射流达到峰值负载率时,射流具有最大切割能力。
在 60 KSI 压力下,相同马力的情况下,0.014 英寸孔径的射流仍未达到峰值。
由于流速较高,0.014 英寸孔口的射流仍未达到峰值负载率。
在 60 KSI 压力下,加工过程需要更多的磨料才能达到峰值,因此磨料总用量会更多,从而影响操作成本和每个工件的成本。
总之,压力越高,达到最大切割功率所需的磨料就越少,从而减少了磨料的使用,降低了每个零件的成本。
 水刀切割对话的一个重要部分是切口宽度的影响。
水刀切割对话的一个重要部分是切口宽度的影响。
什么是切口宽度?
简单地说,就是切割过程中被切割材料的宽度。
孔口越大,切口越宽。
特别是在切割昂贵材料时,水刀切割宽切口确实没有任何优势。
90-KSI 系统的高功率密度、小孔径和窄切口有助于在狭小半径和拐角处控制加砂水刀。
可对孔径较大的低 KSI 水刀系统进行调整,例如将聚焦管直径与孔径之比缩小到接近 2.0,即 0.014 英寸的水刀使用 0.030 英寸的聚焦管。
也就是说,0.014 英寸的水刀将使用 0.030 英寸的聚焦管。
也就是说,0.014 英寸的射流将使用 0.030 英寸的聚焦管。
不过,这会缩短聚焦管的使用寿命,因为在重新聚焦过程中会有更多磨料颗粒与管壁接触。